




La actividad generada en la industria textil se distingue por el alto consumo de agua, energía y productos químicos. Las exigencias en cuanto a la normativa vigente para el tratamiento de aguas residuales procedentes de la industria, al igual que la condición de reutilizar el agua de nuevo en la propia industria textil, impulsan el desarrollo de nuevas tecnologías que permitan depurar el agua, y simultáneamente, faciliten la reutilización de efluentes reincorporándolos al proceso productivo de las propias industrias textiles.
Todo ello ha motivado al Instituto Tecnológico del Sector Textil AITEX, a realizar un estudio en el marco del proyecto TINABLE, donde se ha validado con éxito la posibilidad de reciclar las aguas residuales procedentes de EDARs de industrias textiles mediante una depuración previa. Tal y como se observa en la Figura 1, la planta piloto cuenta con diferentes tecnologías filtrantes como un filtro de arena, un sistema biológico de microfiltración (MBR) y otro de ultrafiltración (UF). Existe la posibilidad de «bypassear» las distintas fases de tratamiento con el fin de optimizar el proceso de depuración de acuerdo con las aguas que se reciban. La Figura 2 muestra una imagen de la planta piloto.

Teniendo en cuenta los valores límites de parámetros para tintura según J. Cegarra, se han preparado y analizado diferentes combinaciones de agua descalcificada y agua reciclada obtenida a la salida de la UF. La siguiente tabla muestra los resultados obtenidos:
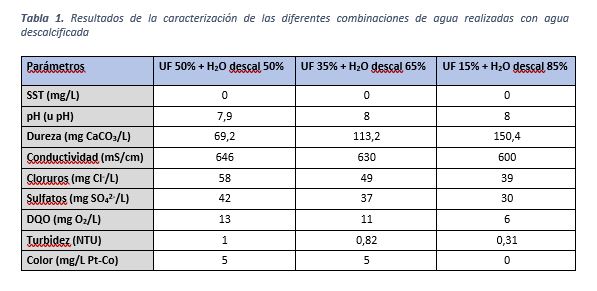
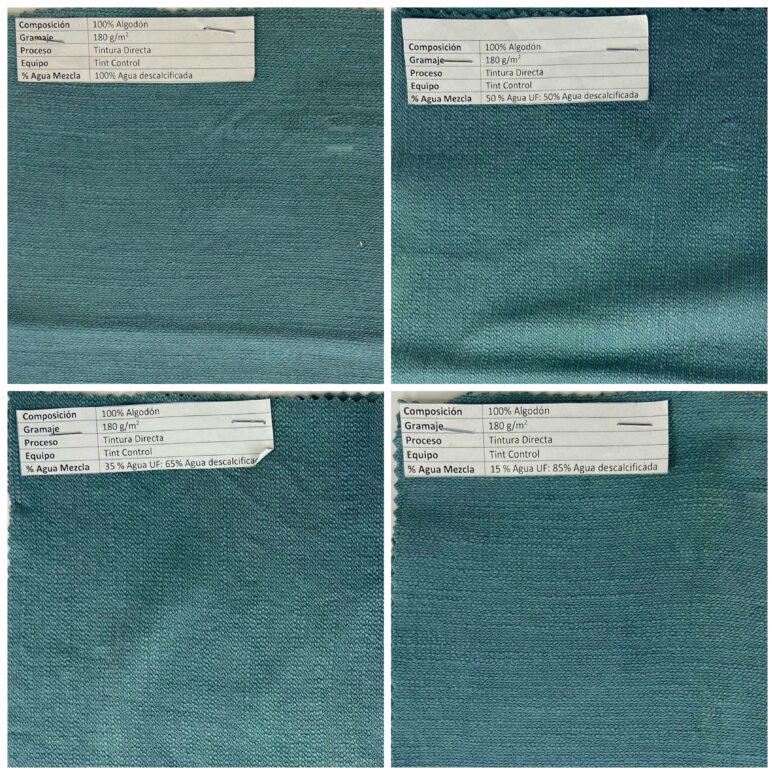
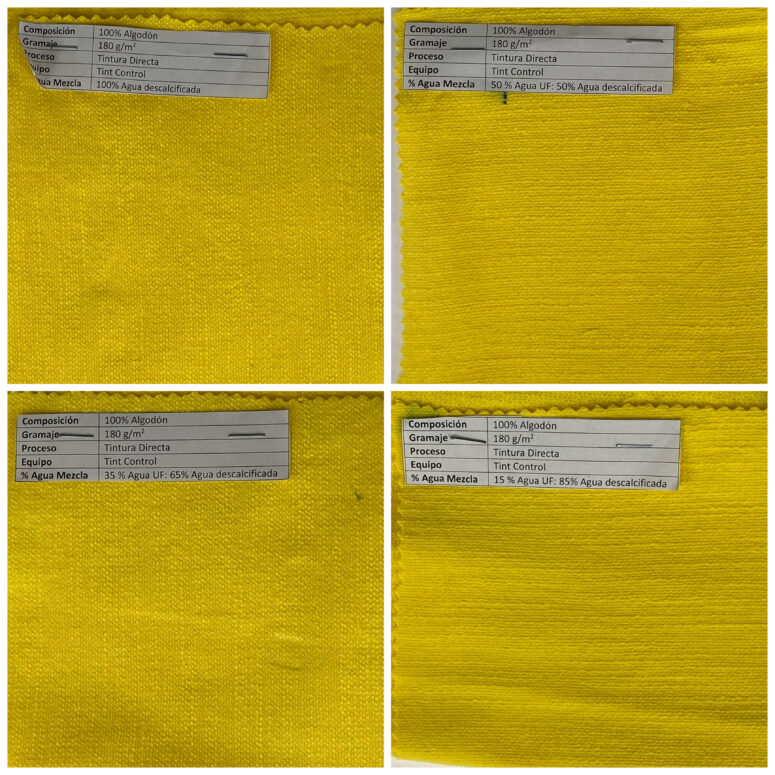
Tras la realización de pruebas de tintura con las diferentes combinaciones (Figura 3 y Figura 4), AITEX puede afirmar la posibilidad de disminuir el consumo total de agua de la empresa en un porcentaje entre el 15% y el 35%, y al mismo tiempo disminuir el coste del Canon de Vertido como consecuencia indirecta.
Suponiendo que en la actualidad se estima que para teñir y acabar 1Kg de materia textil se precisan unos 150 litros de agua, y suponiendo un consumo de alrededor de 750.000 litros/día por parte de las empresas; a partir de este estudio se puede estimar que las empresas dejarían de consumir anualmente 68,5 millones de litros de agua de aporte municipal.
El proyecto TINABLE cuenta con el apoyo de la Conselleria d’Economia Sostenible, Sectors Productius, Comerç i Treball de la Generalitat Valenciana, a través del IVACE (IMANACA/2022/6).

Fuentes: Redacción Ambientum, AITEX








{kind=link}